

Fluxo de Tecnologia de Produção
O rolamento de giro da ZZ é rigorosamente executado de acordo com o processo de produção e os padrões de qualidade, cada etapa possui um rigoroso controle de qualidade. Inspeção de 100% dos produtos fabricados, cada produto possui um número de produto único, para garantir a rastreabilidade do produto.
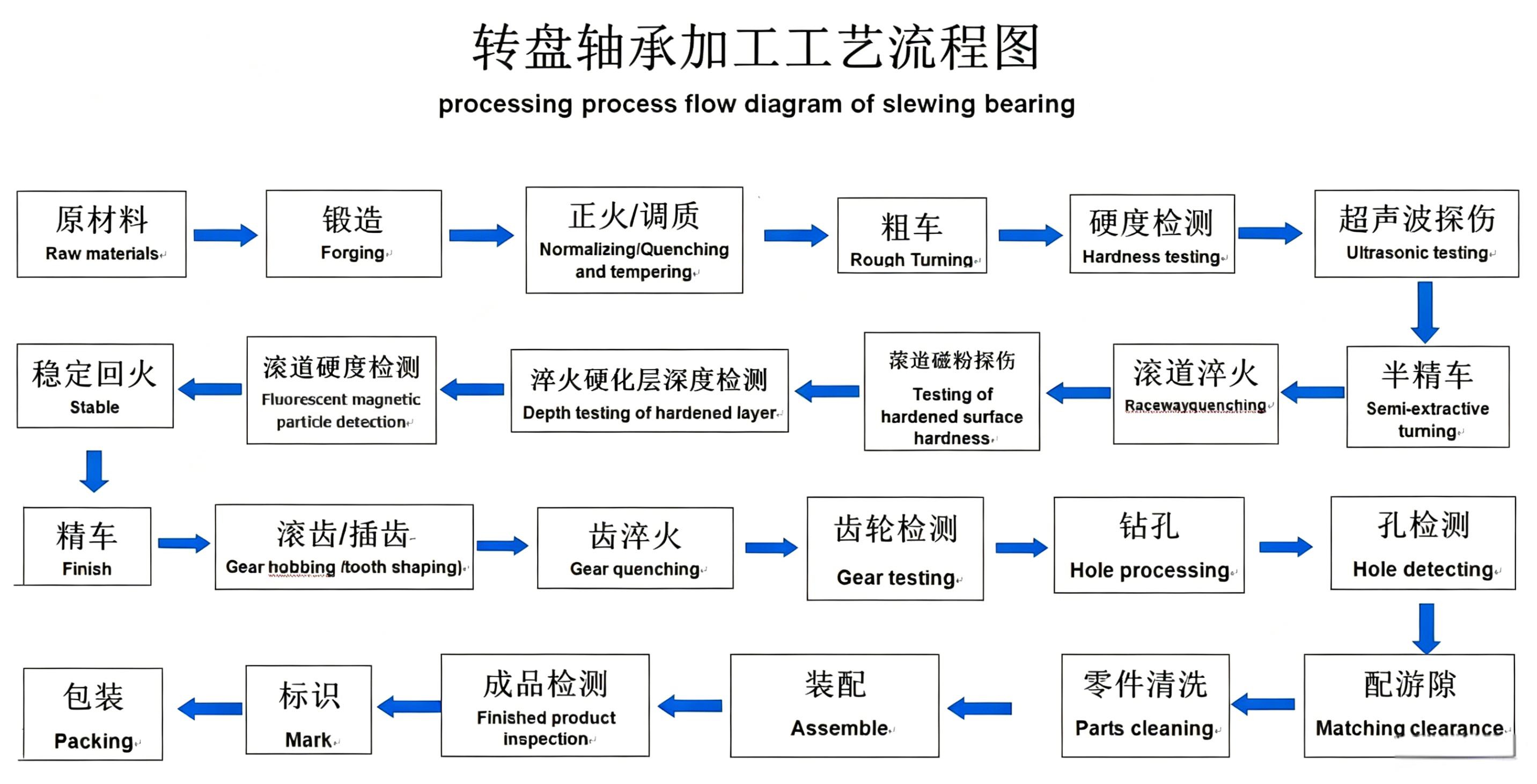
01. Matérias-Primas




Todas as nossas matérias-primas 50Mn, 42CrMo e 42CrMo4 são provenientes da Daye Special Steel Co., Ltd, Xingcheng Steel; Magang (Group) Holding Co., Ltd.
02. Forjamento de Matéria-Prima + Normalização/Têmpera e Revenimento
")
")


Após T&R, as propriedades mecânicas abrangentes das peças forjadas podem ser melhoradas,
03. Torneamento Bruto
")


Após o torneamento bruto, a dimensão limite deve ser inspecionada para garantir que as dimensões estejam dentro do escopo da tecnologia de processamento de dimensões.
04. Teste de Dureza

A dureza da normalização varia de HB187-241. A dureza da têmpera e revenimento varia de HB229-269.
05. Teste Ultrassônico

")
Usando UT para testar se as forjas têm defeito interno
06. Torneamento Semi-Extrativo

Torneamento e conformação finais antes da têmpera da pista.
07. Têmpera da Pista
")
")
")

08. Teste de Dureza Superficial da Pista

Após a têmpera da pista, a dureza superficial da pista do rolamento giratório ZZ variará de 55 a 60 HRC
09. Teste de Profundidade da Camada Temperada da Pista

Após a têmpera da pista, a profundidade da camada temperada é superior a 3mm.
10. Detecção de Falhas por Partículas Magnéticas Fluorescentes na Pista

")
A pista é testada quanto a trincas após a têmpera
11. Estabilização e Revenido

Liberar a tensão interna, tornar a estrutura do material mais estável
12. Torneamento Final



Torneamento final após a têmpera
13. Usinagem de Dentes



Usar fresadora CNC/fresa-mãe para fazer a engrenagem de acordo com os requisitos do processo
14. Têmpera da Engrenagem


Após a têmpera da engrenagem, sua dureza superficial atingirá 45-55 HRC.
15. Teste da Engrenagem


Verificar o tamanho e a precisão do perfil do dente, atender aos requisitos do processo
16. Usinagem de Furos


Usar centro de usinagem ou outras máquinas-ferramenta para usinagem de furos de acordo com o processo para garantir a precisão da posição do furo
17. Inspeção de Furos

Os itens de inspeção incluem: diâmetro do furo, comprimento da corda e diâmetro central.
18. Folga de Ajuste


Usinar as pistas de dois conjuntos de anéis com processamento para garantir que a folga do rolamento giratório esteja dentro dos requisitos do processo.
19. Montagem

Trabalhadores removem rebarbas após a limpeza geral do anel. Eles montam os anéis, elementos rolantes, espaçadores e vedações em estrita conformidade com os requisitos dos desenhos. Após verificar a aparência do produto acabado montado novamente até ficar perfeito.
20. Inspeção de Produtos Acabados


")
Os itens de inspeção incluem folga, desvio radial, aparência e flexibilidade de rotação.
21. Marcação


Os rolamentos giratórios acabados precisam ter marca de fábrica e número de série do produto. Nossa empresa também fornece serviço OEM e produto neutro.
22. Embalagem



Embalagem padrão para exportação: filme plástico, papel kraft e cinta de nylon. Rótulo externo do produto, certificado de qualidade, manual de montagem e manutenção e caixa de madeira compensada com fumigação gratuita.