

Produktionstechnologie-Ablauf
ZZ-Drehverbindungen werden streng nach den Produktions- und Qualitätsstandards gefertigt, jede Stufe unterliegt einer strengen Qualitätskontrolle. 100% Prüfung der hergestellten Produkte, jedes Produkt hat eine eindeutige Produktnummer, um die Rückverfolgbarkeit zu gewährleisten.
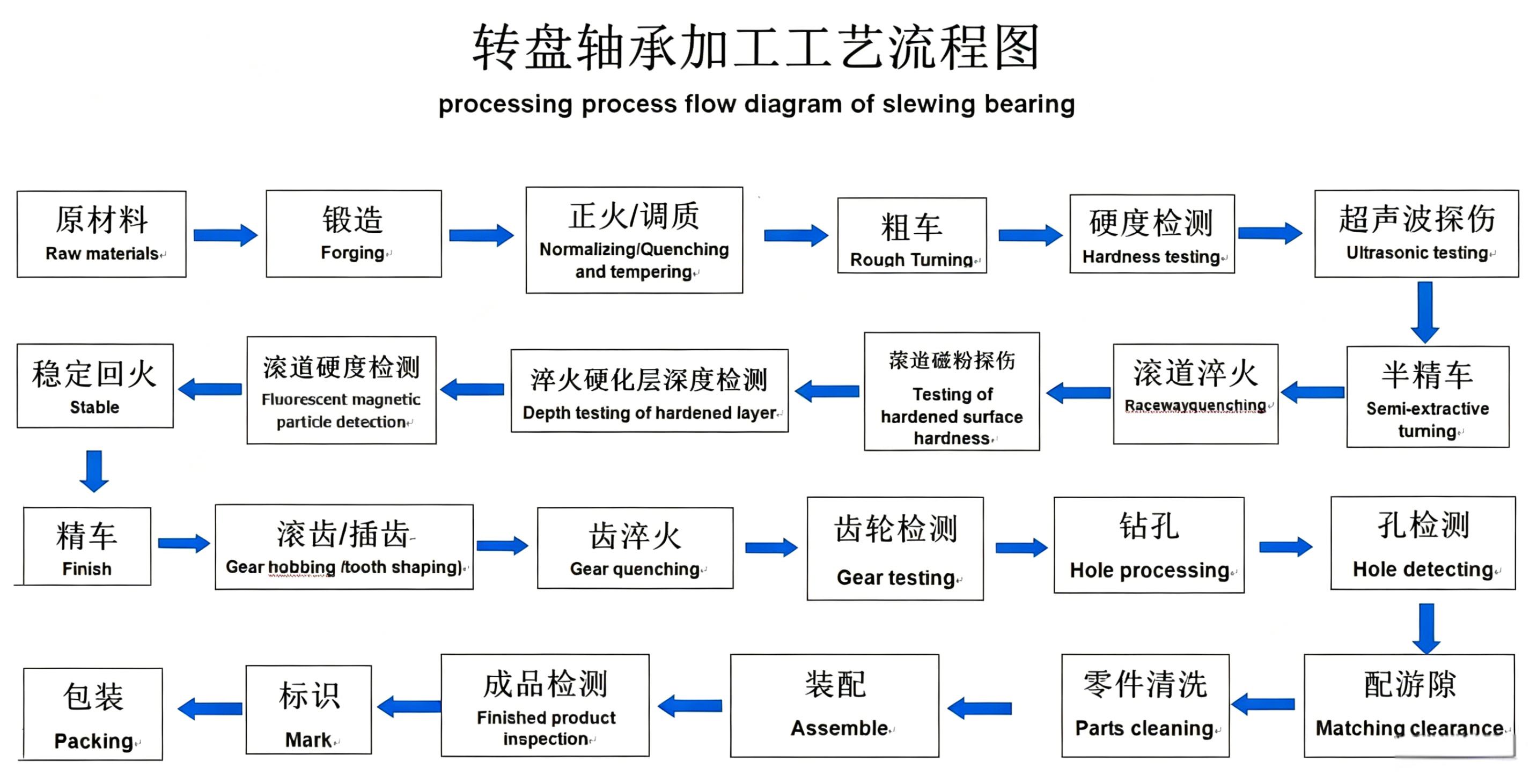
01. Rohmaterialien




Alle unsere Rohmaterialien 50Mn, 42CrMo und 42CrMo4 stammen von Daye Speical Steel Co., Ltd, Xingcheng Steel; Magang (Group) Holding Co., Ltd.
02. Rohmaterial Schmieden + Normalisieren / Härten und Anlassen
")
")


Nach dem Härten und Anlassen können die umfassenden mechanischen Eigenschaften der Schmiedestücke verbessert werden,
03. Schruppdrehen
")


Nach dem Schruppdrehen müssen die Außenmaße geprüft werden, um sicherzustellen, dass die Maße innerhalb des Toleranzbereichs der Bearbeitungstechnologie liegen.
04. Härteprüfung

Die Härte nach dem Normalisieren liegt im Bereich HB187-241. Die Härte nach dem Härten und Anlassen liegt im Bereich HB229-269.
05. Ultraschallprüfung

")
Verwendung von UT zur Prüfung der Schmiedestücke auf innere Defekte
06. Semi-extrahierendes Drehen

Schlichtdrehen und Formgebung vor dem Laufbahn-Härten
07. Laufbahn-Härten
")
")
")

08. Härteprüfung der Laufbahnoberfläche

Nach dem Laufbahn-Härten liegt die Oberflächenhärte der Laufbahn von ZZ-Schwenklagern zwischen HRC55 und -60
09. Prüfung der Tiefe der gehärteten Laufbahnschicht

Nach dem Laufbahn-Härten beträgt die Tiefe der gehärteten Härteschicht mehr als 3 mm
10. Fluoreszenz-Magnetpulver-Rissprüfung der Laufbahn

")
Die Laufbahn wird nach dem Härten auf Risse geprüft
11. Stabilisieren und Anlassen

Abbau der inneren Spannungen, um das Materialgefüge stabiler zu machen
12. Schlichtdrehen



Schlichtdrehen nach dem Härten
13. Zahnbearbeitung



Verwendung einer CNC-Wälzfräsmaschine/Zahnradstoßmaschine zur Herstellung von Zahnrädern gemäß den Prozessanforderungen
14. Zahnflankenhärten


Nach dem Zahnflankenhärten erreicht die Oberflächenhärte 45–55 HRC
15. Zahnradprüfung


Überprüfung der Größe und Genauigkeit des Zahnprofils, Erfüllung der Prozessanforderungen
16. Bohrungsbearbeitung


Verwendung eines Bearbeitungszentrums oder anderer Werkzeugmaschinen zur Bohrungsbearbeitung gemäß dem Prozess, um die Genauigkeit der Bohrungsposition sicherzustellen
17. Bohrungsinspektion

Prüfpunkte umfassen: Bohrungsdurchmesser, Sehnenlänge und Teilkreisdurchmesser
18. Anpassung des Lagerspiels


Bearbeitung der Laufbahnen zweier Ringsätze, um sicherzustellen, dass das Spiel des Schwenklagers innerhalb der Prozessanforderungen liegt
19. Montage

Arbeiter entgraten nach der Gesamtreinigung der Ringe. Sie setzen gemäß den strengen Anforderungen der Zeichnungen Ringe, Wälzkörper, Abstandshalter und Dichtungen zusammen. Nach der Überprüfung des Erscheinungsbildes des zusammengebauten Fertigprodukts wird dieser Vorgang wiederholt, bis alles perfekt ist.
20. Prüfung von Fertigprodukten


")
Die Prüfpunkte umfassen Spiel, Rundlauf, Erscheinungsbild und Drehbeweglichkeit
21. Kennzeichnung


Die fertigen Schwenklager müssen eine Werksmarke und eine Produktseriennummer tragen; unser Unternehmen bietet auch OEM-Dienstleistungen und neutrale Produkte an
22. Verpackung



Standard-Exportverpackung: Kunststofffolie, Kraftpapier und Nylon-Umreifungsband. Produkt-Außenetikett, Qualitätszertifikat, Montage- und Wartungsanleitung sowie kostenloser, begaster Sperrholzkasten