

生産技術フロー
ZZの旋回軸受は、生産工程と品質基準に従って厳格に管理されており、各工程で厳格な品質管理が行われています。製造された製品は100%検査され、各製品には固有の製品番号が付与され、製品のトレーサビリティを確保しています。
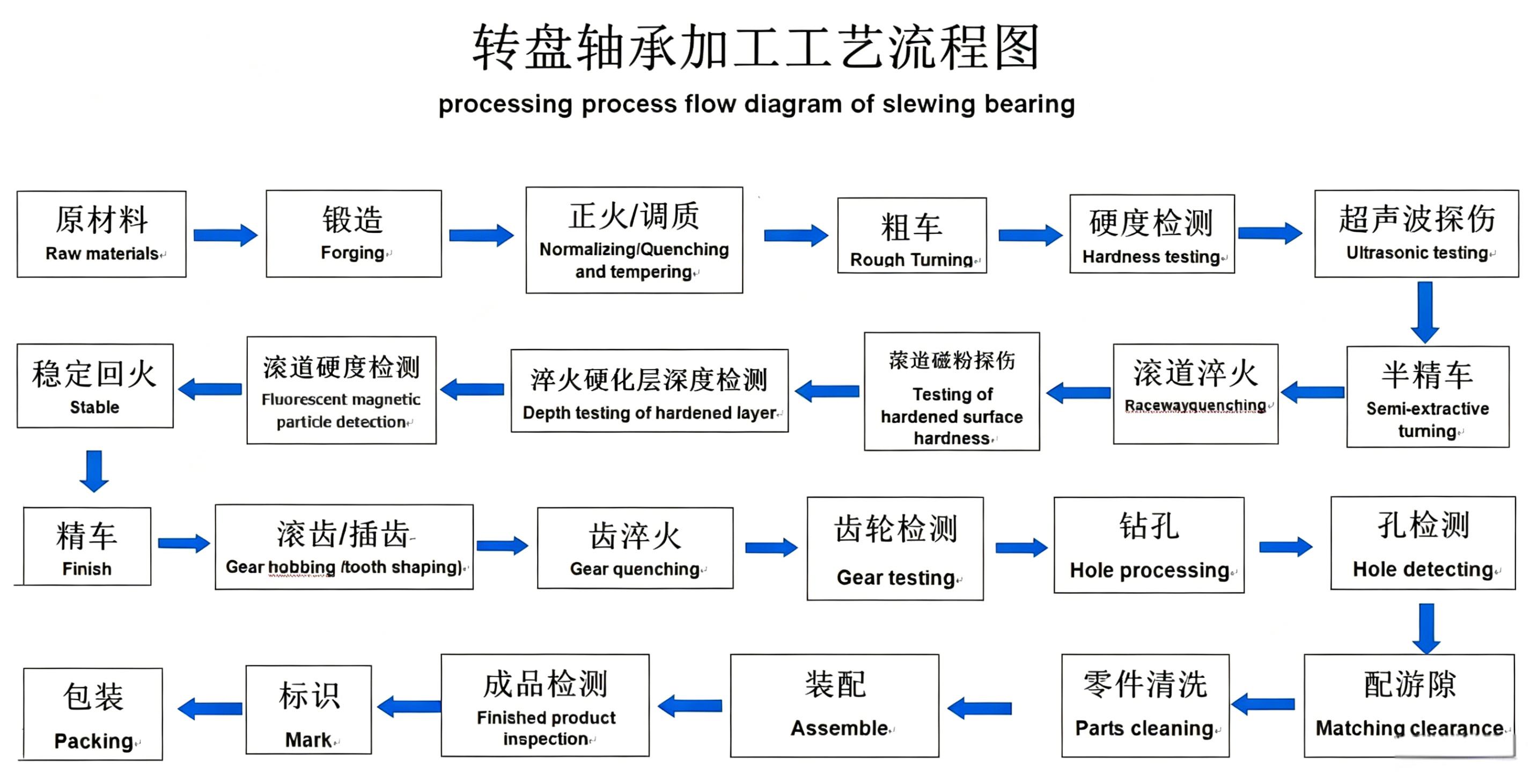
01. 原材料




当社の原材料はすべて50Mn、42CrMo、42CrMo4で、大冶特殊鋼股份有限公司、興城鋼鉄、馬鋼(集団)控股有限公司から調達しています。
02. 原材料の鍛造+焼ならし/焼入れ焼戻し
")
")


焼入れ焼戻し後、鍛造品の総合的な機械的特性が向上します。
03. 荒旋削
")


荒旋削後、境界寸法を検査し、寸法加工技術の範囲内であることを確認します。
04. 硬度試験

焼ならしの硬度範囲はHB187-241です。焼入れ焼戻しの硬度範囲はHB229-269です。
05. 超音波探傷試験

")
UTを使用して鍛造品に内部欠陥がないか検査する
06. 半仕上げ旋削

レースウェイ焼入れ前に仕上げ旋削と成形を行う。
07. レースウェイ焼入れ
")
")
")

08. レースウェイ表面硬さ試験

レースウェイ硬化後、ZZ旋回ベアリングのレースウェイ表面硬さはHRC55〜60の範囲になります。
09. レースウェイ硬化層深さ試験

レースウェイ硬化後、硬化層の深さは3mm以上になります。
10. レースウェイ蛍光磁粉探傷検査

")
焼入れ後、レースウェイの割れを検査します。
11. 安定化と焼戻し

内部応力を解放し、材料組織をより安定させる。
12. 仕上げ旋削



焼入れ後の仕上げ旋削
13. 歯切り加工



CNCホブ盤/歯形成形盤を使用して、工程要件に従って歯車を製作する。
14. 歯車焼入れ


歯車焼入れ後、その表面硬さは45〜55HRCに達します。
15. 歯車検査


歯形の寸法と精度を確認し、工程要件を満たす。
16. 穴加工


マシニングセンターまたはその他の工作機械を使用して、工程に従って穴加工を行い、穴位置の精度を確保する。
17. 穴検査

検査項目には、穴径、弦長、中心径が含まれる。
18. クリアランス合わせ


二組のリングのレースウェイを加工し、旋回ベアリングのクリアランスが工程要件内にあることを保証する。
19. 組立

作業員はフェルール全体の洗浄後にバリ取りを行う。図面の要求に厳密に従って、リング、転動体、スペーサー、シールを組み立てる。組み立てた完成品の外観を再度確認し、完璧になるまで行う。
20. 完成品検査


")
検査項目には、クリアランス、振れ、外観、回転の柔軟性が含まれる。
21. マーキング


完成した旋回ベアリングには工場マークと製品シリアル番号が必要です。当社はOEMサービスとニュートラル製品も提供しています。
22. 包装



標準輸出梱包: プラスチックフィルム、クラフト紙、ナイロン結束バンド。製品外装ラベル、合格証明書、組立・保守マニュアル、無料燻蒸処理済み合板ケース。