

Üretim Teknolojisi Akışı
ZZ döner rulmanı, üretim süreci ve kalite standartlarına sıkı sıkıya uyularak uygulanır, her bağlantı titiz bir kalite kontrolüne sahiptir. Üretilen ürünlerin %100 denetimi, her ürünün benzersiz bir ürün numarası vardır, ürün takip edilebilirliğini sağlamak için.
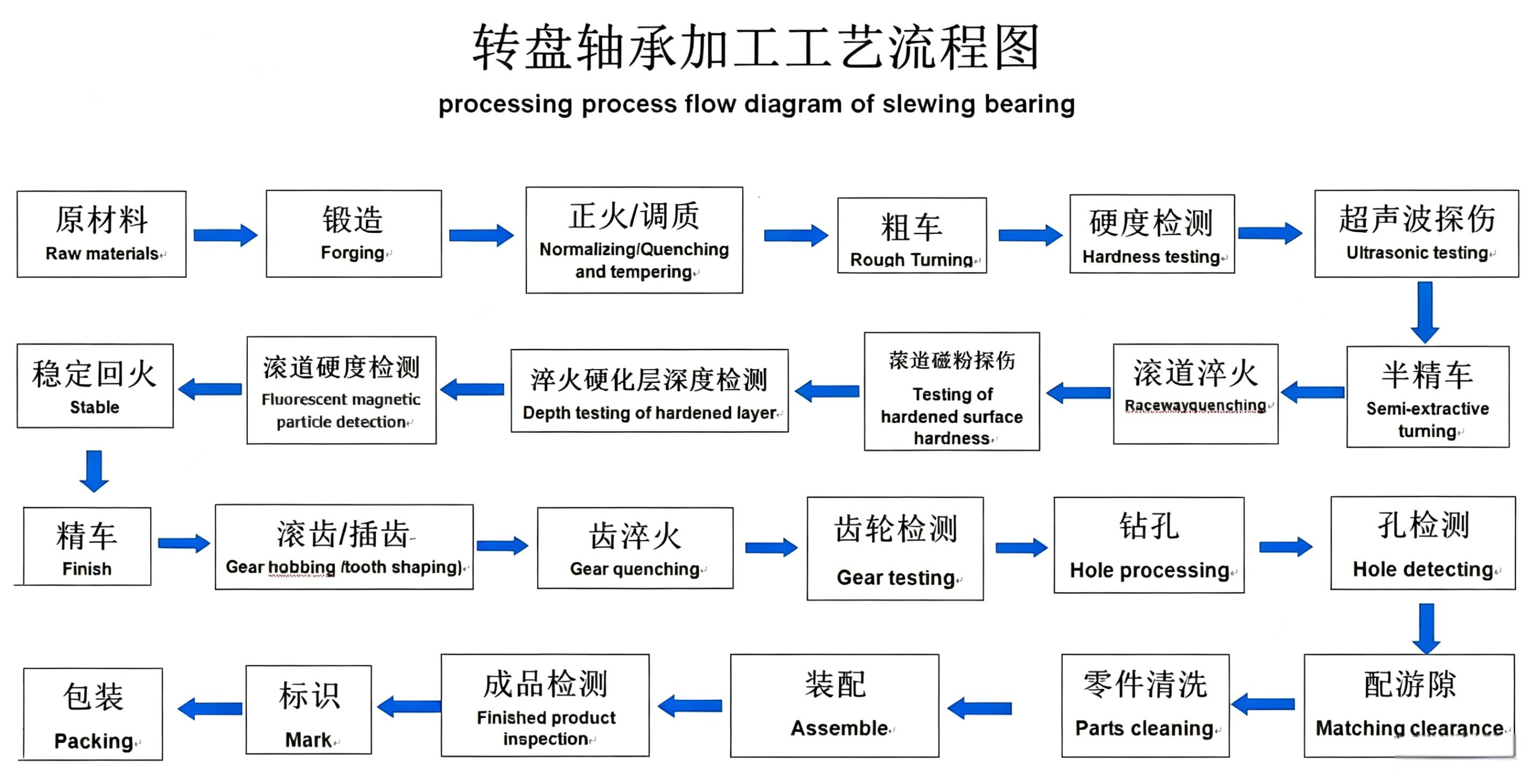
01. Hammaddeler




Tüm hammaddelerimiz 50Mn, 42CrMo ve 42CrMo4, Daye Speical Steel Co.,Ltd, Xingcheng Steel; Magang (Group) Holding Co.,Ltd.'den temin edilmektedir.
02. Hammadde Dövme + Normalleştirme/Su verme ve temperleme
")
")


Su verme ve temperlemeden sonra, dövmelerin kapsamlı mekanik özellikleri iyileştirilebilir,
03. Kaba Tornalama
")


Kaba tornalamadan sonra, sınır boyutları, boyut işleme teknolojisi kapsamında olup olmadığını kontrol etmek için denetlenmelidir.
04. Sertlik Testi

Normalleştirmenin sertlik aralığı HB187-241. Su verme ve temperlemenin sertlik aralığı HB229-269.
05. Ultrasonik Test

")
Dövmelerde iç kusur olup olmadığını test etmek için UT kullanma
06. Yarı-Ekstraktif Tornalama

Raylı yol su verme işleminden önce son tornalama ve şekillendirme.
07. Raylı Yol Su Verme
")
")
")

08. Raylı Yol Yüzey Sertlik Testi

Raylı yol sertleştirmesinden sonra, ZZ Döner Rulmanın raylı yol yüzey sertliği HRC55-60 aralığında olacaktır.
09. Raylı Yol Sertleştirme Katman Derinliği Testi

Raylı yol sertleştirmesinden sonra, sertleştirilmiş sertlik katmanı derinliği 3 mm'den büyüktür.
10. Raylı Yol Floresan Manyetik Parçacık Kusur Tespiti

")
Su verme işleminden sonra raylı yol çatlaklar açısından test edilir.
11. Stabilize ve Temperleme

İç gerilimi serbest bırakın, malzeme yapısını daha kararlı hale getirin.
12. Son Tornalama



Su verme işleminden sonra son tornalama
13. Diş İşleme



Proses gereksinimlerine göre dişli yapmak için CNC dişli freze makinesi/dişli şekillendirici kullanın.
14. Dişli Sertleştirme


Dişli sertleştirmeden sonra yüzey sertliği 45-55 HRC'ye ulaşacaktır.
15. Dişli Testi


Diş profilinin boyutunu ve hassasiyetini kontrol edin, proses gereksinimlerini karşılayın.
16. Delik İşleme


Delik pozisyonunun doğruluğunu sağlamak için prosese uygun olarak delik işleme için işleme merkezi veya diğer takım tezgahlarını kullanın.
17. Delik Muayenesi

Muayene kalemleri şunları içerir: delik çapı, kiriş uzunluğu ve merkez çapı.
18. Eşleşen Boşluk


Döner rulmanın boşluğunun proses gereksinimleri dahilinde olmasını sağlamak için iki takım halkanın raylı yollarını işleme ile işlemek.
19. Montaj

İşçiler, ferrule genel temizliğinden sonra çapakları alır. Çizim gereksinimlerine sıkı sıkıya uygun olarak halkaları, yuvarlanma elemanlarını, ara parçaları ve contaları monte ederler. Monte edilen bitmiş ürünün görünümünü kontrol ettikten sonra mükemmel olana kadar tekrar monte ederler.
20. Bitmiş Ürün Muayenesi


")
Muayene kalemleri boşluk, salgı, görünüm ve dönme esnekliğini içerir.
21. İşaretleme


Bitmiş döner rulmanların fabrika işareti ve ürün Seri No.'su olması gerekir, şirketimiz ayrıca OEM hizmeti ve nötr ürün tedarik etmektedir.
22. Paketleme



Standart ihracat paketlemesi: Plastik film, kraft kağıt ve naylon sarma bandı. Ürün dış etiketi, Kalite belgesi, Montaj ve bakım kılavuzu ve ücretsiz fümigasyon kontrplak kasa.