

Flujo de tecnología de producción
El rodamiento de giro de ZZ se ejecuta estrictamente de acuerdo con el proceso de producción y los estándares de calidad, cada eslabón cuenta con un riguroso control de calidad. Inspección al 100% de los productos fabricados, cada producto tiene un número de producto único, para garantizar la trazabilidad del producto.
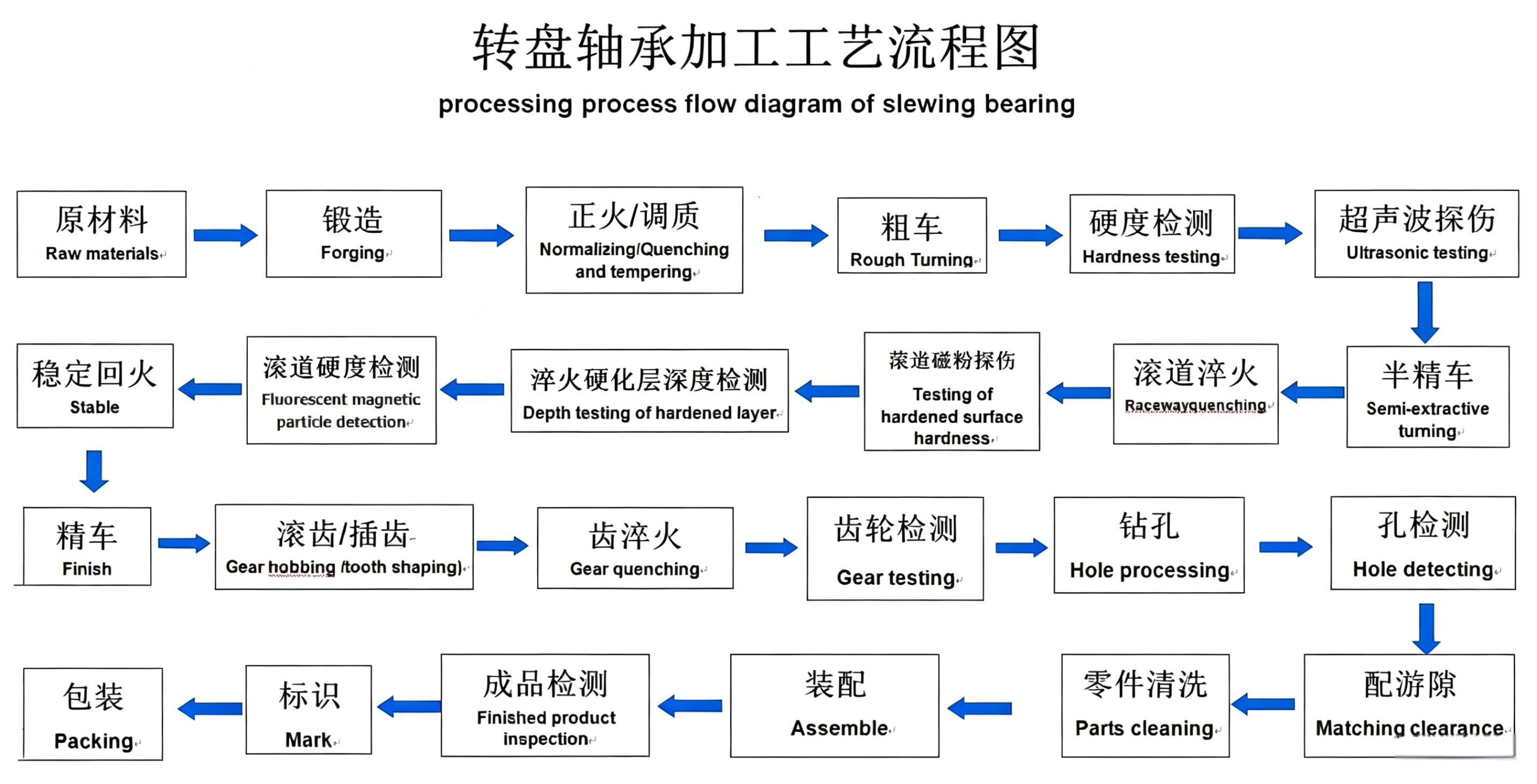
01. Materias primas




Todas nuestras materias primas 50Mn, 42CrMo y 42CrMo4 provienen de Daye Special Steel Co., Ltd, Xingcheng Steel; Magang (Group) Holding Co., Ltd.
02. Forja de materia prima + Normalizado/Temple y revenido
")
")


Después del temple y revenido, las propiedades mecánicas integrales de las forjas pueden mejorarse.
03. Torneado en bruto
")


Después del torneado en bruto, se debe inspeccionar la dimensión del contorno para asegurar que las dimensiones estén dentro del alcance de la tecnología de procesamiento dimensional.
04. Prueba de dureza

La dureza del normalizado oscila entre HB187-241. La dureza del temple y revenido oscila entre HB229-269.
05. Prueba ultrasónica

")
Mediante UT para verificar si las forjas tienen defectos internos
06. Torneado semiextractivo

Torneado de acabado y conformado antes del temple de la pista de rodadura.
07. Temple de la pista de rodadura
")
")
")

08. Prueba de dureza superficial de la pista de rodadura

Después del temple de la pista de rodadura, la dureza superficial de la pista de rodadura del cojinete de giro ZZ oscilará entre HRC55 y 60.
09. Prueba de profundidad de la capa endurecida de la pista de rodadura

Después del temple de la pista de rodadura, la profundidad de la capa endurecida será superior a 3 mm.
10. Detección de fallas por partículas magnéticas fluorescentes en la pista de rodadura

")
La pista de rodadura se prueba en busca de grietas después del temple.
11. Estabilización y revenido

Liberar las tensiones internas, hacer que la estructura del material sea más estable.
12. Torneado de acabado



Torneado de acabado después del temple.
13. Mecanizado de dientes



Utilizar máquina fresadora de engranajes CNC/limadora de engranajes para fabricar engranajes según los requisitos del proceso.
14. Temple de engranajes


Después del temple del engranaje, su dureza superficial alcanzará 45-55 HRC.
15. Prueba de engranajes


Verificar el tamaño y la precisión del perfil del diente, cumplir con los requisitos del proceso.
16. Mecanizado de agujeros


Utilizar centro de mecanizado u otras máquinas herramienta para el mecanizado de agujeros según el proceso para garantizar la precisión de la posición del agujero.
17. Inspección de agujeros

Los elementos de inspección incluyen: diámetro del agujero, longitud de cuerda y diámetro central.
18. Juego de ajuste


Mecanizar las pistas de rodadura de dos conjuntos de anillos con procesamiento para garantizar que el juego del cojinete de giro esté dentro de los requisitos del proceso.
19. Montaje

Los trabajadores eliminan rebabas después de la limpieza general del aro. Ensamblan los anillos, elementos rodantes, separadores y sellos siguiendo estrictamente los requisitos de los planos. Luego revisan la apariencia del producto terminado ensamblado hasta que sea perfecto.
20. Inspección de productos terminados


")
Los elementos de inspección incluyen juego, descentramiento, apariencia y flexibilidad de rotación.
21. Marcado


Los cojinetes de giro terminados deben tener la marca de fábrica y el número de serie del producto. Nuestra empresa también ofrece servicio OEM y producto neutro.
22. Embalaje



Embalaje estándar de exportación: película plástica, papel kraft y cinta de nailon. Etiqueta exterior del producto, certificado de calidad, manual de montaje y mantenimiento, y caja de madera contrachapada libre de fumigación.