

Processus de production
Les roulements d'orientation ZZ sont strictement conformes aux processus de production et aux normes de qualité, chaque étape fait l'objet d'un contrôle qualité rigoureux. Inspection à 100 % des produits fabriqués, chaque produit possède un numéro unique garantissant la traçabilité.
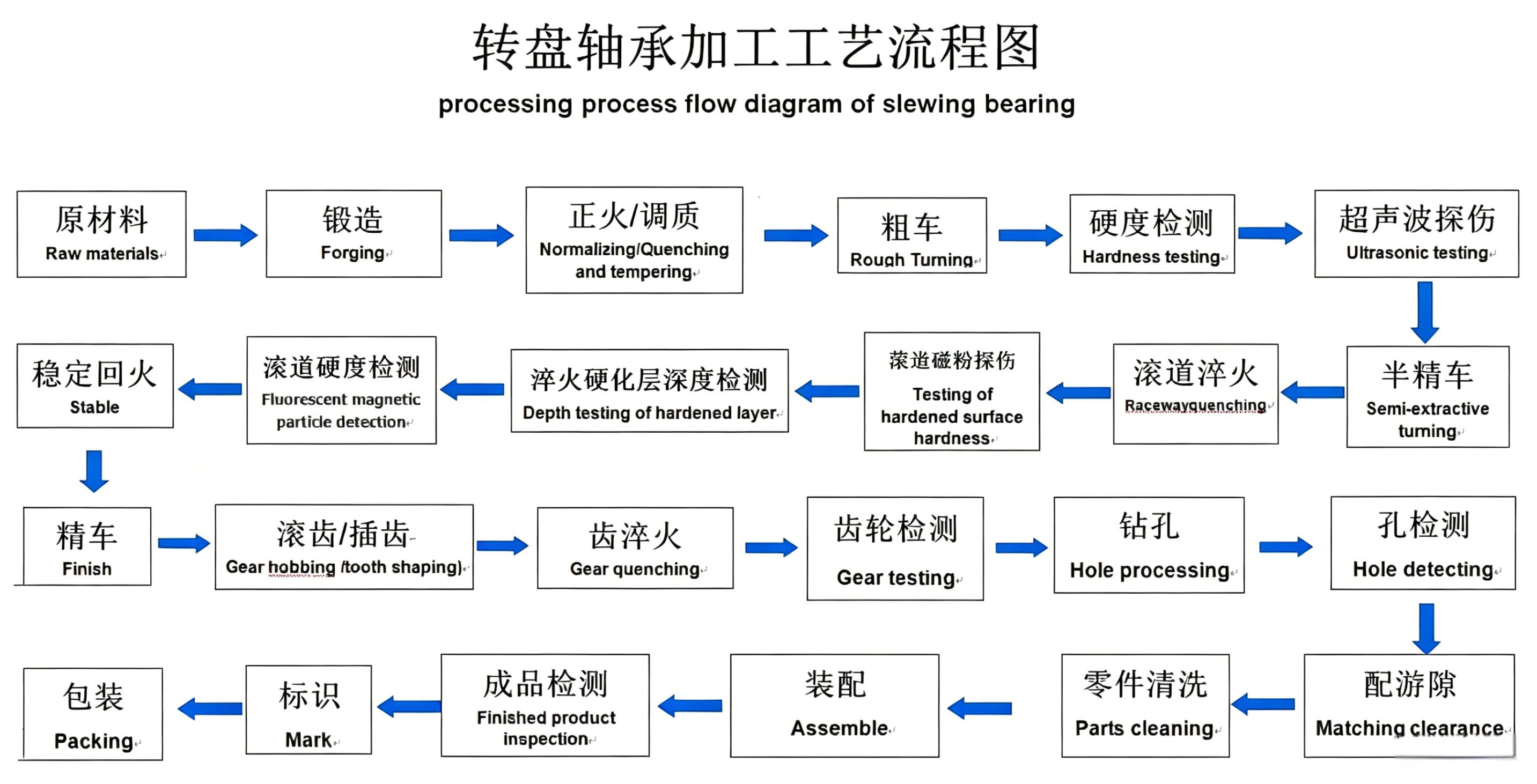
01. Matières premières




Toutes nos matières premières 50Mn, 42CrMo et 42CrMo4 proviennent de Daye Special Steel Co., Ltd, Xingcheng Steel ; Magang (Group) Holding Co., Ltd.
02. Forgeage des matières premières + normalisation / trempe et revenu
")
")


Après trempe et revenu, les propriétés mécaniques complètes des pièces forgées peuvent être améliorées.
03. Tournage ébauche
")


Après le tournage ébauche, les dimensions limites doivent être inspectées pour garantir que les dimensions sont dans le cadre de la technologie de traitement dimensionnel.
04. Essai de dureté

La dureté de normalisation est comprise entre HB187 et 241. La dureté de trempe et revenu est comprise entre HB229 et 269.
05. Contrôle par ultrasons

")
Utiliser le contrôle par ultrasons (CU) pour vérifier si les pièces forgées présentent des défauts internes.
06. Tournage semi-extractif

Tournage de finition et façonnage avant la trempe de la piste de roulement.
07. Trempe de la piste de roulement
")
")
")

08. Test de dureté de surface de la piste de roulement

Après le durcissement de la piste de roulement, la dureté de surface de la piste de roulement du roulement d'orientation ZZ se situera entre HRC 55 et 60.
09. Test de profondeur de la couche durcie de la piste de roulement

Après le durcissement de la piste de roulement, la profondeur de la couche durcie est supérieure à 3 mm.
10. Détection de défauts par particules magnétiques fluorescentes sur la piste de roulement

")
La piste de roulement est testée pour détecter les fissures après la trempe.
11. Stabilisation et revenu

Libérer les contraintes internes, rendre la structure du matériau plus stable.
12. Tournage de finition



Tournage de finition après la trempe.
13. Usinage des dents



Utiliser une machine à tailler les engrenages CNC / une mortaiseuse d'engrenages pour réaliser l'engrenage selon les exigences du processus.
14. Trempe de l'engrenage


Après la trempe de l'engrenage, sa dureté de surface atteindra 45-55 HRC.
15. Contrôle de l'engrenage


Vérifier la taille et la précision du profil de dent, répondre aux exigences du processus.
16. Usinage des trous


Utiliser un centre d'usinage ou d'autres machines-outils pour l'usinage des trous conformément au processus afin de garantir la précision de la position des trous.
17. Inspection des trous

Les éléments d'inspection comprennent : le diamètre du trou, la longueur de corde et le diamètre central.
18. Ajustement du jeu


Usiner les pistes de roulement de deux ensembles de bagues avec le traitement, pour garantir que le jeu du roulement d'orientation se situe dans les limites des exigences du processus.
19. Assemblage

Les ouvriers ébavurent après le nettoyage complet de la bague. Ils assemblent strictement selon les exigences des dessins les bagues, les éléments roulants, les entretoises et les joints. Après avoir vérifié l'apparence du produit fini assemblé à nouveau jusqu'à ce qu'il soit parfait.
20. Inspection des produits finis


")
Les éléments d'inspection comprennent le jeu, le faux-rond, l'apparence et la flexibilité de rotation.
21. Marquage


Les roulements d'orientation finis doivent porter la marque d'usine et le numéro de série du produit. Notre entreprise fournit également un service OEM et un produit neutre.
22. Emballage



Emballage d'exportation standard : film plastique, papier kraft et courroie d'emballage en nylon. Étiquette extérieure du produit, certificat de conformité, manuel d'assemblage et d'entretien et caisse en contreplaqué gratuit avec fumigation.