

Технологический процесс производства
Опорно-поворотные подшипники ZZ строго соблюдают производственный процесс и стандарты качества, каждое звено имеет строгий контроль качества. 100% проверка изготовленных изделий, каждое изделие имеет уникальный номер, обеспечивающий прослеживаемость продукции.
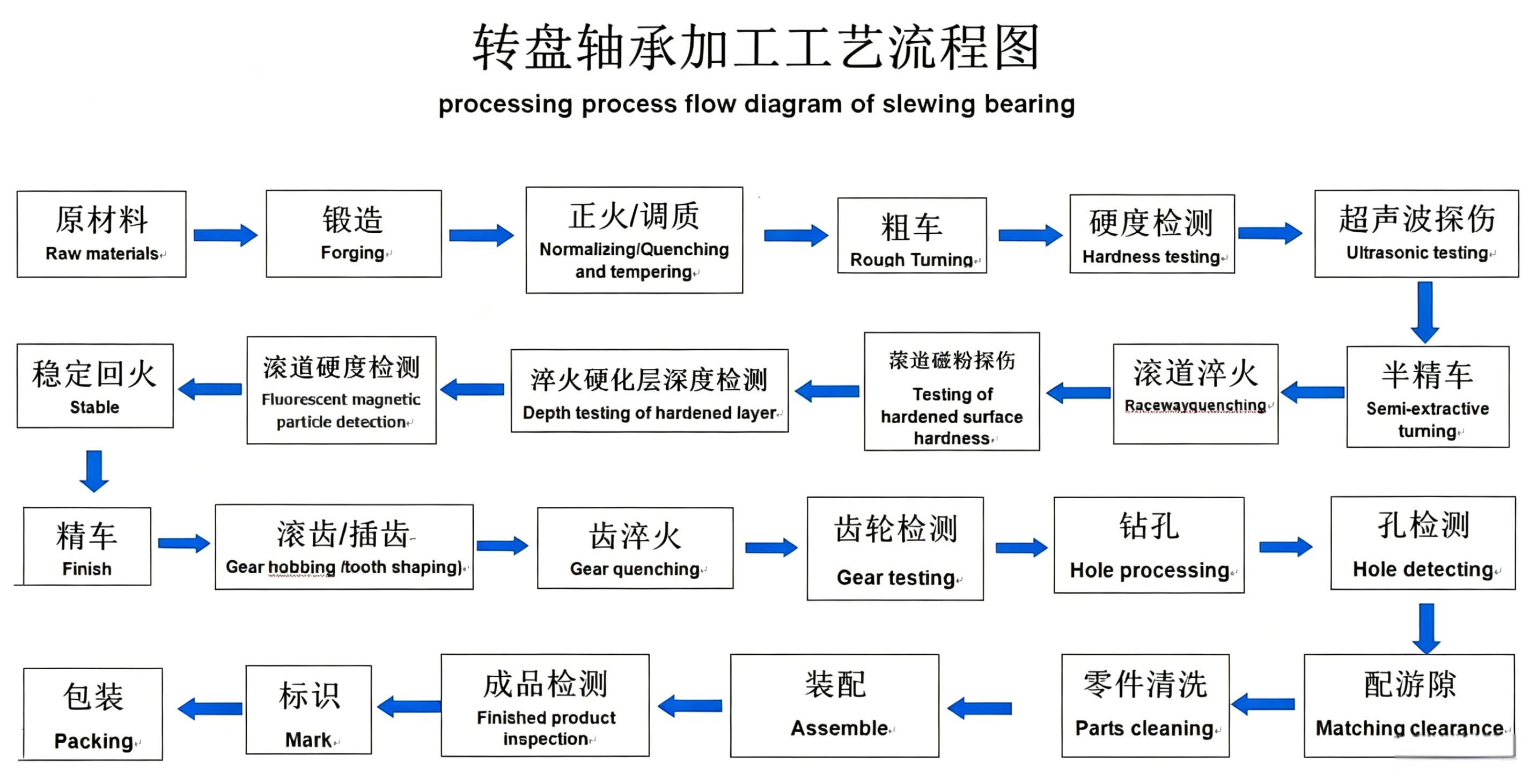
01. Сырье




Все наше сырье: 50Mn, 42CrMo и 42CrMo4 – поступает от Daye Special Steel Co., Ltd, Xingcheng Steel; Magang (Group) Holding Co., Ltd.
02. Ковка сырья + нормализация / закалка и отпуск
")
")


После закалки и отпуска улучшаются комплексные механические свойства поковок,
03. Черновое точение
")


После чернового точения необходимо проверить габаритные размеры, чтобы убедиться, что они находятся в пределах допусков технологии обработки.
04. Испытание на твердость

Твердость после нормализации: HB187-241. Твердость после закалки и отпуска: HB229-269.
05. Ультразвуковой контроль

")
Применение УЗК для проверки поковок на наличие внутренних дефектов
06. Полуэкстракционное точение

Чистовое точение и формообразование перед закалкой дорожек качения.
07. Закалка дорожек качения
")
")
")

08. Испытание твердости поверхности дорожек качения

После закалки дорожек качения поверхностная твердость дорожек качения поворотных опор ZZ будет в диапазоне HRC55–60
09. Испытание глубины закаленного слоя дорожек качения

После закалки дорожек качения глубина закаленного слоя твердости превышает 3 мм.
10. Флуоресцентный магнитопорошковый контроль дорожек качения

")
Дорожки качения проверяются на трещины после закалки
11. Стабилизация и отпуск

Снятие внутренних напряжений, повышение стабильности структуры материала
12. Чистовая обработка точением



Чистовое точение после закалки
13. Зубонарезание



Использование станка с ЧПУ для зубофрезерования/зубодолбления для изготовления зубчатого венца в соответствии с требованиями технологического процесса
14. Закалка зубчатого венца


После закалки зубчатого венца его поверхностная твердость достигает 45–55 HRC.
15. Контроль зубчатого венца


Проверка размеров и точности профиля зуба, соответствие требованиям технологического процесса
16. Обработка отверстий


Использование обрабатывающего центра или других станков для обработки отверстий согласно технологии, обеспечение точности положения отверстий
17. Контроль отверстий

Пункты контроля включают: диаметр отверстия, длину хорды и центральный диаметр.
18. Сопряженный зазор


Обработка дорожек качения двух комплектов колец в процессе обработки для обеспечения нахождения зазора поворотной опоры в пределах требований технологии.
19. Сборка

Рабочие удаляют заусенцы после общей очистки обойм. Они строго в соответствии с требованиями чертежей собирают кольца, тела качения, сепараторы и уплотнения. После сборки проверяют внешний вид готового изделия до достижения совершенства.
20. Контроль готовых изделий


")
Пункты контроля включают: зазор, биение, внешний вид и плавность вращения.
21. Маркировка


Готовые поворотные опоры должны иметь заводскую маркировку и серийный номер изделия. Наша компания также предоставляет услуги OEM и нейтральную продукцию.
22. Упаковка



Стандартная экспортная упаковка: полиэтиленовая пленка, крафт-бумага и нейлоновая обвязочная лента. Внешняя этикетка изделия, сертификат качества, руководство по сборке и техническому обслуживанию, а также бесплатный фанерный ящик с фумигацией.